-

成都隆鑫阳金属材料有限公司
主营:工业铝型材,铝型材规格,铝型材价格

成都隆鑫阳金属材料有限公司
主营:工业铝型材,铝型材规格,铝型材价格 8
8

成都隆鑫阳金属材料有限公司;公司与四川大学科研院所共同研发强强联手,共同研发出的稀土铝合金已应用于6063D合号中,荣获四川省高新科技成果奖项。该合金用于建筑型材和汽车、家电等工业型材中,较大地提高了铝合金型材的科技含量和产品核心竞争力。 随着三星铝业的不断发展壮大,2014年开工建设的一期工程,***20亿元,建筑面积50多万平方米,功能集研发、生产、销售于一体。阳光坚端项目建成后,将安装12条熔铸生产线、
在制定时效工艺参数时,要综合考虑几个方面的囚素:一是6063合金成分内控标准的选择,它会使强化相Mg2Si的含量不相同,对时效工艺有影响,二是生产调度和“停放时间”的控制;三是时效炉型不同.主要是时效炉循环方式、炉内温度均匀性、密封性能及炉子处理量不同,工艺参数的选择也会有所不同。
合金中Si含量的增加可以改善铸造性能和焊接性能。当Mg:Si<1.73时,合金中有过剩Si存在,它可以与铝中的其它杂质Fe、Mn等生成化合物,增加强化效果。因此对强度要求较高时,往往合金中控制过剩Si。但随着合金中Mg2Si和过剩Si含量的增加.会使6063铝合金型材抗腐蚀性能下降,同时过剩的Si会影响氧化着色效果。Mg和Si的比例主要根据对合金的要求和用途来选择,“和平 ”公司6063铸棒Mg:Si=1.38-1.40左右,其中Si过剩,有利于增强力学性能。
6063淬火敏感性低.只要挤出型材温度在500-525℃之间.尽快用风机强制冷却,即可阻止合金中强化相的析出,保持随后时效强化的能力。只是实际生产中要注意两点:一是风机的数目和容量要足够大,确保冷却速度**60℃/min;二是型材出模后要尽早开始强制冷却,尤其对壁厚较厚(δ>2.5mm)的型材更要确保冷却速度,使型材“淬透”。
如果铸棒温度低,或出料口风机冷却强度不够甚至不开风机,型材淬火效果很差,即使人工时效温度很高(205℃)保温时间很长(8h),型材力学性能都不能达到要求,甚至出现打不出硬度的结果。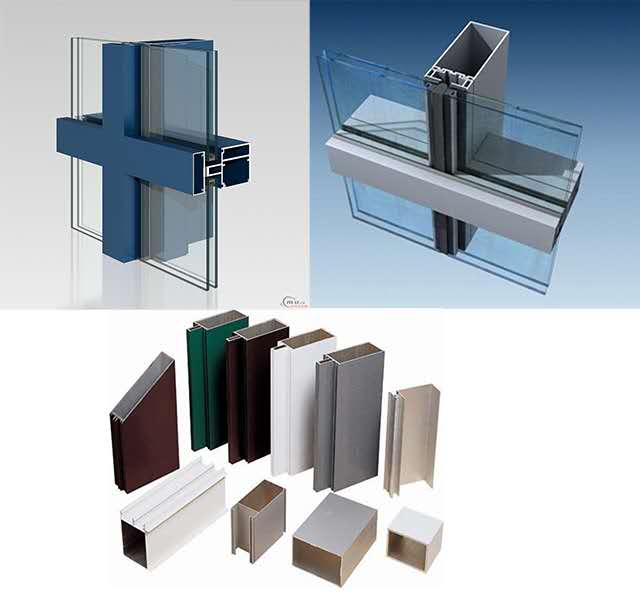
热挤压时铸棒必须加热,以使金属具有较高的塑性,减少变形抗力,同时为型材在时效时获得较好的机械性能创造条件。为了获得较高的强度.应选择较高的挤压温度,但必须确保挤压型材具有良好的表面质量。一般控制铸棒温度在440~500℃之间,我们实测出挤压型材的出口温度控制在500~525℃之间。